- +7(964)589-30-23, +7(495)797-66-63
- г. Москва, Пакгаузное ш., д.5
- service@gsaplus.ru
AutoStrong
KITAGAWA
SAMCHULLY
TONFOU
JATO
ТОКАРНЫЕ КУЛАЧКИ
Станки зубообрабатывающего производства
Станки механического производства
Широкий ассортимент продукции
Ультра современный завод
Конструкторско-технологический отдел
GSAPLUS | ТЕХНОЛОГИИ
Зубообработка от GLEASON-PFAUTER
2007 | Внедрена первая группа зубофрезерных станков с ЧПУ моделей P600 / 800 производства GLEASON-PFAUTER, Германия-США.
Станки предназначены для прецизионного фрезерования венцов зубчатых червячных колес диаметром до 800 мм и максимальным модулем 16.
Внедрение станков GLEASON-PFAUTER в производство GSA позволило изготавливать червячные пары 4-х осей GSA+ с рабочей точнстью индесирования 5 угловых секунд и повторяемостью 3 угловые секунды , что соответствует стандартам Германии и Японии, DIN 2 и JIS 0 соответственно.
Применяемые червячные фрезы из быстрорежущих сталей имеют стойкие покрытия, позволяющие увеличивать скорость обработки до 4 раз по сравнению со стандартными фрезами с покрытием из нитрида титана.
При обработке зубчатых колес используют червячные фрезы с новейшим покрытиями на основе оксидов карбида кремния, алюминия, хрома и вольфрама.
Их прочность и стойкость остаются высокими весь срок службы.
Применение и расширение линейки станков GLEASON-PFAUTER вывело продукцию GSA на новый уровень прецизионного изготовления самых ответственных деталей червячного механизма.

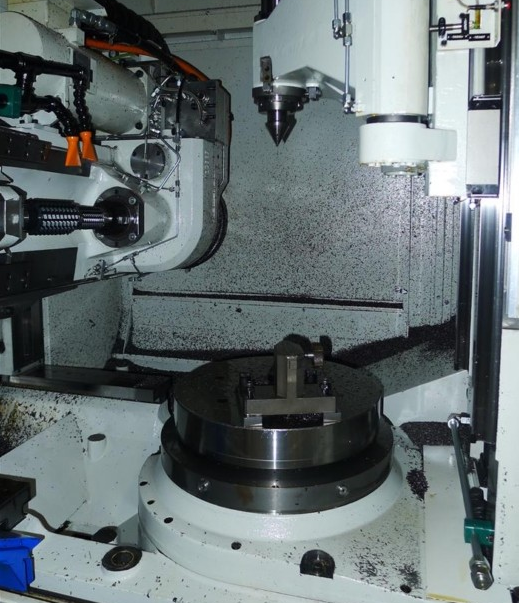
Зубошлифование от LUREN
Станки LUREN модели LFG-3540 шлифуют закаленные червячные валы 4-х осей высокоскоростным шлифовальным шпинделем с прецизионно точно заправленным шлифовальным кругом.
Станки одновременно шлифуют двумя перефириями круга канавку червячного вала, получая идеальную симметрию профиля червяка с высокой призводительностью деталей.
На станках фирмы LUREN применяются всемирно известные контроллеры, серводвигатели и DDR-моторы от FANUC, что позволяет достигать высоких точностей на каждой из осей станка, тем самым получая готовые детали прецизионной точности.
Станки LUREN оснащены современным програмным обеспечением, позволяющим отслеживать и управлять механическим процессом обработки деталей.
Системы ЧПУ станков могут произвести программу NC автоматически, что значительно увеличивает эффективность производства.


Механическая обработка
Механообрабатывающее производство компании GSA оснащено по последнему слову станкостроения. Производство насыщено не только именитыми брендами и законодателями станкостроительной моды, но и передовыми технологиями в обработке металлов резанием, включающих: технологическую и инструментальную оснастку, современный режущий инструмент, программное обеспечение.
Станочный парк основан на оборудовании таких производителей как: DMG MORI, QUASER, OKUMA, WELE представленными на заводах GSA оптимальными типами и моделями станков с ЧПУ, а также вспомагательными станками.
Высокие скорости обработки корпусных деталей достигаются горизонтальными обрабатывающими центрами OKUMA, Япония модель MA-60HB и QUASER, Тайвань модель HX504являющихся яркими представителями станков серийных производств.
Станки немецко-японского концерна DMG MORI реализованы в 5-и осевых станках DMU 100 MonoBLOCK и DMU 210 FD решающих задачи изготовления конструктивно насыщенных ответственных деталей.
Двухстоечные портальные обрабатывающие центры фирмы WELE, Тайвань имеют широкие рабочие характеристики позволяющие обрабатывать детали самых больших изделий из линейки продукции GSA.
Станочный парк GSA технически сбалансирован и модельно обновлен.


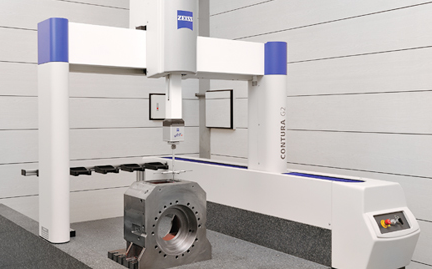
Измерение от ZEISS
Выходной контроль деталей перед сборкой изделий GSA+ обеспечен нано-прецизионными контрольно измерительными машинами ZEISS, Германия модели CONTURA G2 котрые имеют широкую платформу для гибкого, надежного и бескомпромиссного обеспечения качества. Машины оснащены большим комплектом оптических датчиков для большего диапазона измерений корпусных деталей, червячных валов, зубчатых венцов, планшайб 4-х осей и всех остальных деталей агрегатов.
ZEISS CONTURA имеет фиксированный пассивный датчик, гибкий держателем зонда RDS или с активный измеряющий зонд. Технология ZEISS NAVIGATION с активной версией применяется для плавных измерений без режима STOP & GO.
Машины ZEISS CONTURA оснащены CARAT-направляющими высокой жесткости, имеют низкое тепловое расширение и минимальные перемещаемые массы. Воздушные подшипники всех трех осей обеспечивают стабильность даже при высоких скоростях движения, ускорения и замедления.
Плавающие стекла оптических датчиков ZEISS CONTURA практически не имеют расширения и, следовательно, не требуют дополнительных температурных датчиков или математической компенсации.
CONTURA обеспечивает точность измерения 1.9 мкм на длине 300 мм.
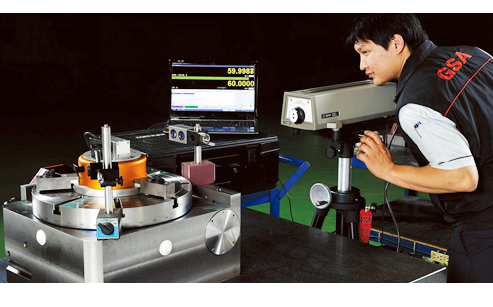
Лазерная интерферометрия
Аппаратура от компании KEYSIGHT TECHNOLOGIES модель 5530 Laser Calibration System обеспечивает контроль и калибровку (компенсация ЧПУ) позиционирования наклонных и поворотных осей агрегатов GSA+.
• Функция: проверка точности угла и ошибки угла
• Точность: 1,5 arc sec
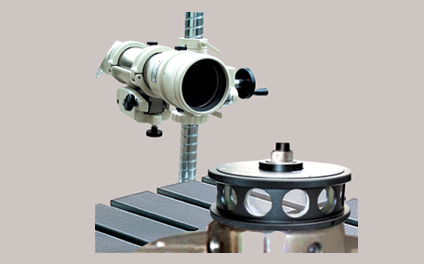
Автоколлиматор NIKON 6B
Visual autocollimator 6D от компании Nikon Япония обеспечивает оптический контроль повторяемости наклонных и поворотных осей агрегатов GSA+. Автоколлиматор Nikon 6B проверяет выравнивание и измеряет небольших угловых отклонений поворотных осей, измеряет параллельность, ортогональность и прямолинейность деталей агрегатов GSA+.
Модель 6D DARKFIELD проектирует визуально яркую перекрестную LED линию, затем производит измерения с точностью 0,5 arc sec.
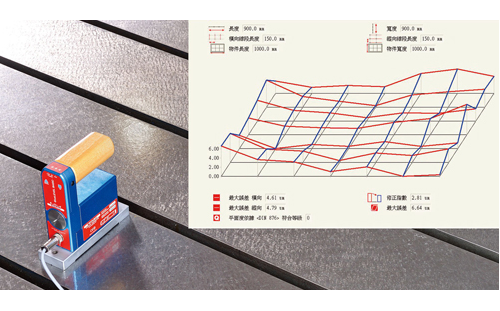
Измерение наклона WYLER AG
Система измерения наклона поверхности BlueSYSTEM SIGMA идеальный инструмент для измерения плоскостности поверхностей агрегатов в заводских условиях.
BlueSYSTEM SIGMA нашло свое применение при измерении шабренных поверхностей, в частности измерение плоскостности поверхностных пластин или измерение геометрии станков.
• Функция: проверка точности угла и ошибки угла
• Точность: 1,5 arc sec
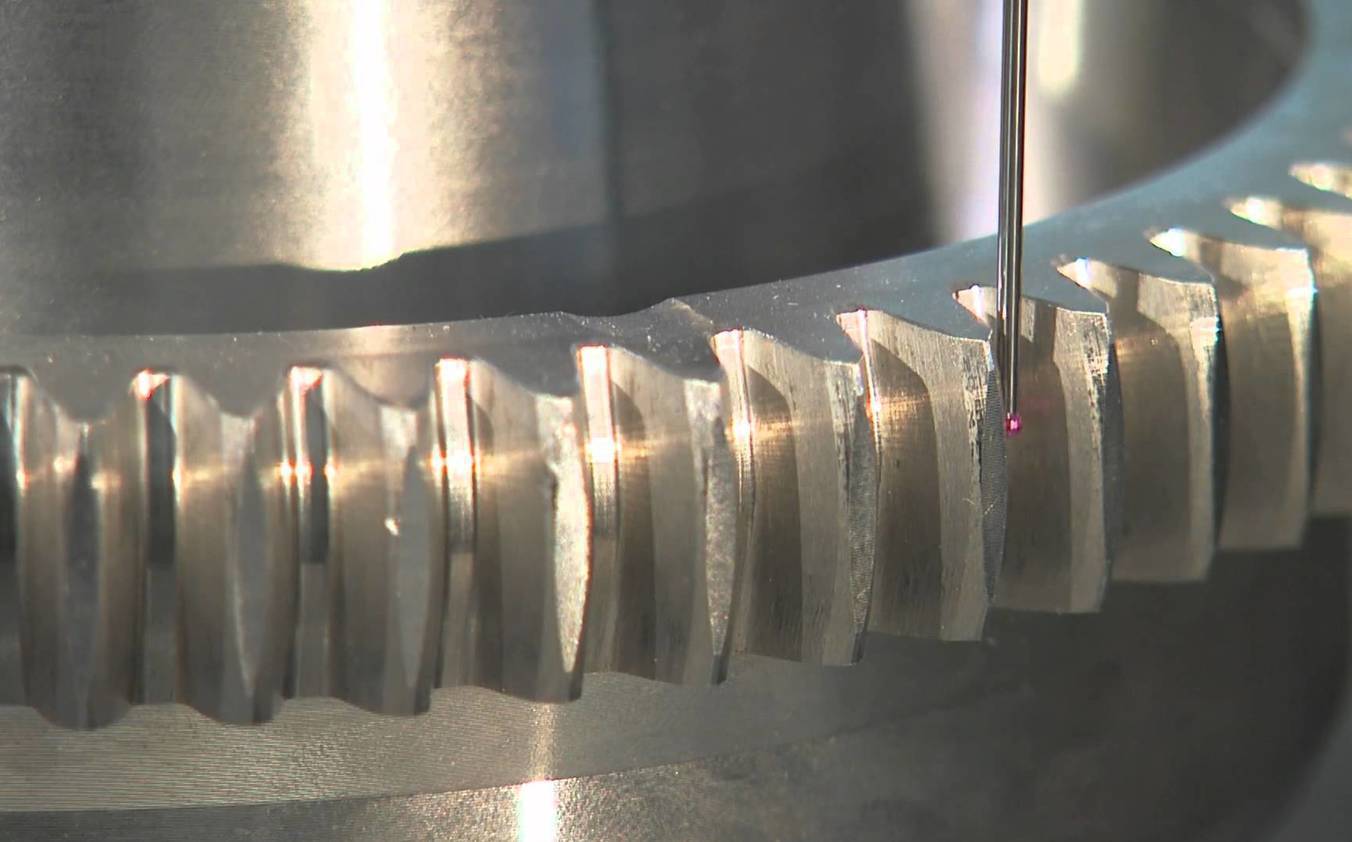
Контакт эвольвенты зуба
При изимерениях пятна контакта прилегания эвольвенты венца зубчатого коляса к червячному валу, комплексным показателем норм полноты контакта является суммарное пятно контакта с парным зубчатым колесом в передаче или с измерительным колесом. Данные измерения проводит специализированная измерительная машина.
Измеряемой областью является часть активной боковой поверхности зуба зубчатого колеса, на которой располагаются следы прилегания зубьев парного червячного вала в собранной передаче после вращения под нагрузкой.
GSAPLUS | ЯДРО ТЕХНОЛОГИИ
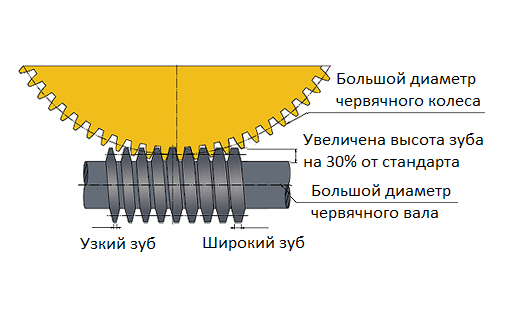
Преимущества в размерах
• Поверхностный контакт между червячным колесом и червячным валом может достигать 35% ~ 45%, подходящий для интенсивного резания и непрерывной обработки
• Хорошая износостойкость, нет необходимости регулировать люфт как минимум 1 ~ 2 года
• Поддерживается класс точности индексирования 15 секунд
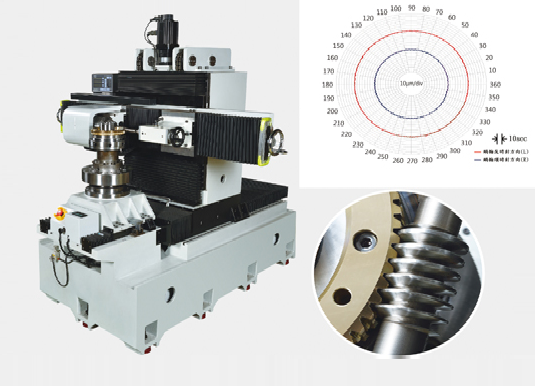
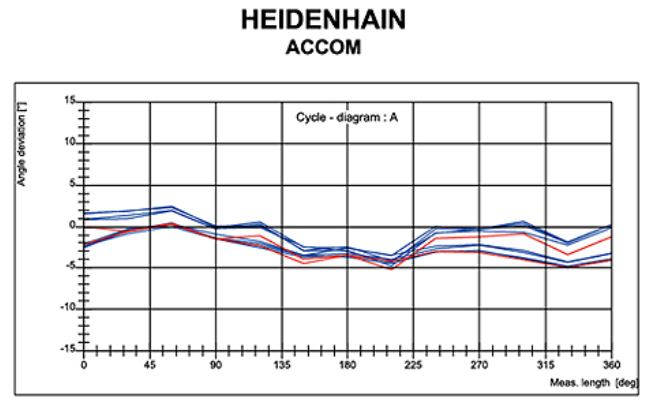
ACCOM от HEIDENHAIN
Процедура измерений программным обеспечением ACCOM проводится для оценки индексирования и повторяемости от ЧПУ.
Круговой тест определяется программно системой ЧПУ выполнением круговой интерполяции в рабочей плоскости. Программное обеспечение ACCOM сравниваетзначения измеренные шифратором решетки с идеально (запрограммированным) круговым путем, и показывают отступления увеличенные на экране ПК.
Проводятся вычисления числовых значений, такие как круговая ошибка, круговой зазор и радиальная ошибка, в соответствии с DIN стандарту ISO 230-2
• Класс точности индексирования: 10 секунд (стандарт 15 секунд)
• Повторимость‧: 4 секунды, согласно стандарту ISO 230-2
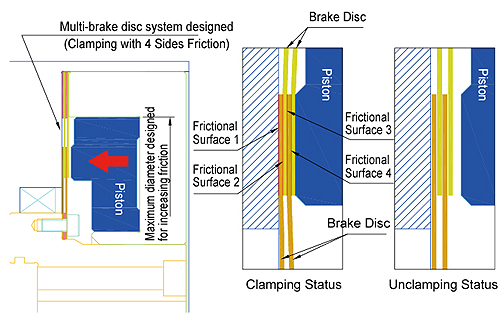
Усилие зажима планшайбы
• Разработана собственная мульти-фрикционная дисковая тормозная система (Зажимной момент с 4-х сторон трения)
• Создание момента силы в 430 кг•м с пневмозажимом: 5 кг/см² (5 атм)
• Создание момента силы в 1050 кг•м с гидрозажимом: 20 кг/см² (20 атм)
• Разработан компактный дизайн и высокая прочность конструкции; отсутствует поднятия оси во время вращения
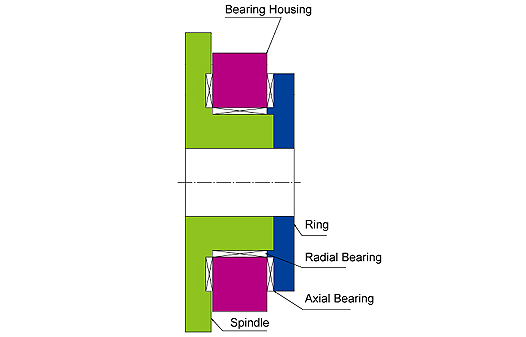
Специальные подшипники
• Конструктивное ограничение по 3-ем сторонам обеспечивает поддерживающее усилие в 2 раза большле, чем такой же размер кольца перекрестно-роликового подшипника в моделях конкурентов.
• Двухрядные торце-радиально упорные подшипники специально сконструировали для увеличения диаметра кольца подшипникаи, для восприятии тяжелого резания от станка с ЧПУ.
• Подшипники разработаны и изготовлены компанией GSA (запатентовано).
Точность муфт Хирта
• Класс точности индексирования: ±3 секунды
• Повторяемость: ±1 секунда
• Пятно контакта поверхности зуба может достигать 90%

Передаточное отношение
• Соответствие высокосокоростным станкам с холостыми ходами 60 м/мин обеспечивают высокоскоростные поворотные столы GSA+
• Передаточное отношение 90:1 реализовано в 33 об/мин скорости вращения планшайбы при скорости мотора 3000 об/мин
